
Properties of ASTM A106 Gr:B Pipe after Hot Induction Bending and Effect of Heat Treatment
- Jan 16, 2022
- 5 min read
Updated: Oct 30, 2024

Hot induction bending is a type of hot forming process which can be applied to metal pipes and profiles. During this process metallurgical and dimensional factors should be under control. During hot induction bending process, required temperature is obtained from magnetic current which flows through induction coil. Bending is carried out via local heating of pipe by induction coil at special bending machine. After reaching required temperature on pipe surface this area is rapidly cooled by water sprays which are aligned on induction coil. Temperature and bending parameters can be controlled and checked from bending machine CNC controlled screen. Bending direction and angle can be set up from the machine and pipe or profile is pushed by hydraulic system in the direction of required bending angle. Based on steel grade and application area of pipe additional heat treatment after bending can be applied.
ASTM A106 Pipe is low carbon steel pipe and can be used for medium-high temperature applications. A106 grade pipes are seamless pipes and widely used in industrial plants, power plants, refineries, chemical plants etc. A106 pipes have 3 different grades as gr A, gr B and gr C. ASTM A106 Gr B is most common type among these.
In this article, ASTM A106 Gr B seamless pipe’s three different forms’ (straight pipe, induction bended pipe and post bend normalization heat treated pipe) mechanical and metallurgical properties have been compared. Tensile test, hardness test and ASTM grain size analysis have been applied on samples.
Process:
Steel pipe bending process is performed by heating above of A3 temperature of Fe-C phase diagram, that is austenitization area of steel. After reaching these temperature ranges bending can be performed and bending area rapidly cooled by water sprays on induction coil simultaneously.
Figure 1 shows different areas of pipe during bending. Internal side of bend is called intrados and effected by compressive stress. Outside of bend is called extrados and this area is under tensile stress. Due to these stresses intrados side wall thickness increases and extrados side thickness decreases. Tolerance value of thickness changes for one side should be maximum 12,5% for one side.
Fig.1: Definition of bended pipe parts. (Extrados, Intrados, Tangent)
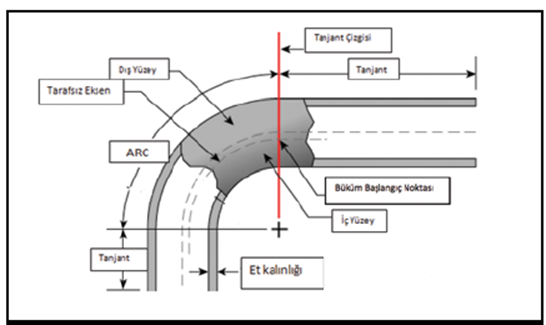
Table 1 shows chemical properties of ASTM A106 Gr.B pipe. In the process 9,5 mm wall thickness pipe was used. Bending temperature of the process was 920-930 °C and bending angle was 90 degree.
Table 1: Chemical Properties of A106 Gr. B Pipe that used in this work

Fig2: Temperature measurement and control during hot induction bending

Post Bending Heat Treatment:
Depending on steel grade, carbon content and application area post bending heat treatment may required like annealing, normalisation and stress relief heat treatments. For pipes which will be used for structural purposes generally are not required additional heat treatment. In case of using high temperature and/or pressure post bending heat treatment is generally required.
In this work, ASTM A106 Gr B pipe which can be used in high temperature services is used. After bending normalisation heat treatment is applied to compare mechanical and metallurgical properties. Bended sample has been kept 20 minutes at 920 °C. Heating rate was 220 °C /sa.
1. Changes on Wall Thickness Values after Bending:
After hot induction bending process wall thickness values measured on both intrados and extrados sides. Mother pipe thickness was 9,53 mm. After bending, intrados thickness have been measured average 10,5 mm and extrados thickness value was 8,3 mm which are acceptable tolerance values.
2. Tensile Test:
2 different ASTM A106 Gr.B pipes are bended with hot induction bending process and cut samples are tested with tensile tests. Figure 4 shows first pipe and Figure 5 shows second pipe mechanical values. After bending samples from both intrados and extrados are subjected to mechanical tests. As shown on graphs, after bending process strength values are increased due to rapid cooling during bending. In the meantime elongation values are decreased. Table 2 shows both pipe’s elongation values.
Fig..4-5: Mechanical Strength Values of mother pipe and bended samples (First and Second Pipe)
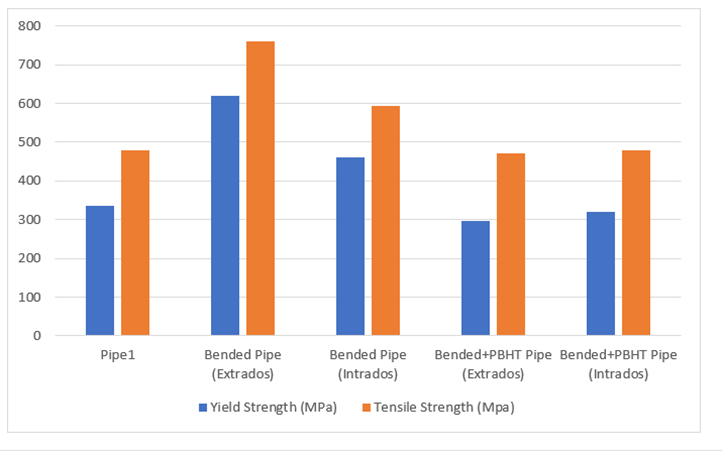
Post bending normalisation heat treatment brought mechanical values near to mother pipe’s values. Additionally, differences on mechanical values on intrados and extrados sides are decreased at came closer values to each other.

Table2. Elongation values of bended pipe samples
Pipe | Mother Pipe | Extrados of Bend | Intrados of Bend | Bended+PBHT (Extrados) | Bended+PBHT (Intrados) |
Pipe1 | 43,89% | 29,63% | 28,72% | 43,22% | 44,63% |
Pipe2 | 45,00% | 20,86% | 37,73% | 44,60% | 51,78% |
3. Hardness Test:
Generally it is required for hardness value maximum 250-300 HV for A106 Gr.B pipe after hot induction bending process. In this case hardness tests were applied to mother pipe, bended pipe and post bending heat treated pipe like other tests. Figure 6 shows hardness test areas of bended pipe and table 3 shows hardness values of these areas. Also Table 4 shows normalization heat treated bended pipe’s hardness values. After normalization hardness values decreased. Still without heat treatment also hardness values were at acceptable levels.
Fig. 6: Hardness Test Points of Bended Pipe
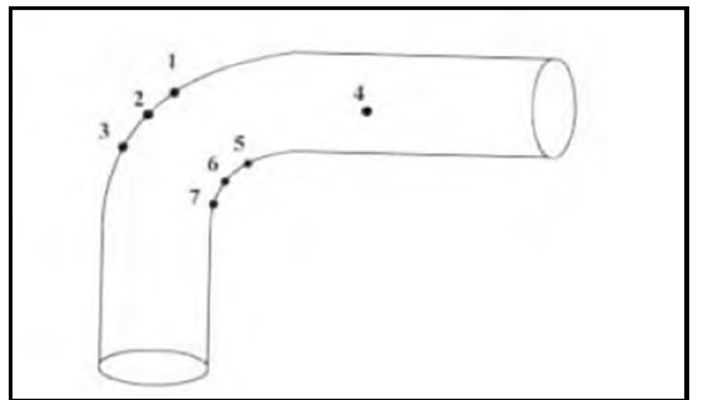
Table 3-4: Hardness Values of Bended Pipe for both Heat treated and without heat treatment

Figure 7 shows average hardness values for 3 different type of samples.
Fig.7: Average hardness Values (HV) of mother mipe, induction bended pipe + PBHT Pipe

4. Microstructure Analysis:
After bending pipe samples are examined with microstructure analysis according to ASTM E112 under microscope and determined ASTM grain size numbers.
Table 5 shows grain size numbers for samples cut from intrados and extrados of bends which is between 8,68-9,51. These values explain grain diameters are between 15-21 micron.
Table 5: Grain size numbers of Bended Pipe Samples

Normalisation heat treatment process reduced precipitations on microstructures but had not significant effect on grain sizes.

Results and Comments:
After induction bend of A106 gr. B pipe, mechanical strength values increased and elongation values decreased due to rapid cooling system during bending process. This values show that post bending heat treatment is efficient for high temperature and/or high pressure service pipes. Normalization heat treatment got into the values similar to mother pipe.
Why Hot Induction Bending?
Hot induction bending has many advantages comparing with it’s alternatives. Comparing with cold bending method, plastic deformation is more less because hot bending process is performed above A3 temperature of Fe-C phase diagram. In this area steel can be formed easily without significant ductility loss. Also cold bending method has narrow limitations on outside diameter, wall thickness and also bending angle and radius.
By hot induction bending methods DETRA supplies up to 10D radius bends from up to 1200 mm outside diameter pipes.

Comparing with welded pipe alternative, hot induction bending has also some advantages too. Welding method is performed above 1400°C and welding area is affected by wide range heating/cooling cycles. This can cause increasing grain sizes and brittleness. Due to induction bending is performed lower temperature values and heating locally pipe is under narrow heat/cooling cycles and this results lower hardness values in final and brings more ductile structure. Also welding method requires more non-destructive testings and inspections then induction bended pipe and welding is more open to human errors comparing with hot induction bending.
You can offer for various steel grades hot induction bended pipes up to 10D Radius from DETRA. Please send your inquiries to: info@detraeng.com
